Aluminum Induction Cap Seal Inspection Machine
01 Introduction
1.Description
R310 is an inspection equipment specially for checking induction heated aluminum foil cap sealing quality in pharmacy, chemical, health care, food and other industries.

2. Current Difficulty in Inspection
The process of electromagnetic cap sealing process is to firstly place aluminum & liners under the cap, scew up the cap, then proceed with the heat sealing. So if there is any aluminum foil sealing defect inside the cap, human can not detect it by visual check.
3. Current Solution
Most factories apply mannual re-opening & visual check, which is time-consuming and laborious, and only low-percentage sampling check is applicable.
A few factories use a cap opener device to re-open all bottles, and then perform complete mannual check, but at a high cost.

02 Technical Principle
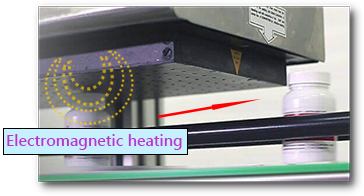
1.Electromagnetic Induction Aluminum Foil Sealing Principle
This device heats up the aluminum liners through electromagnetic wave, and melt the seal layer under the liner. The seal layer, under a certain pressure and being heated and melted, adheres to the bottle neck, thus completes the cap sealing process.

2. Inspection principle of thermal imaging aluminum foil sealing
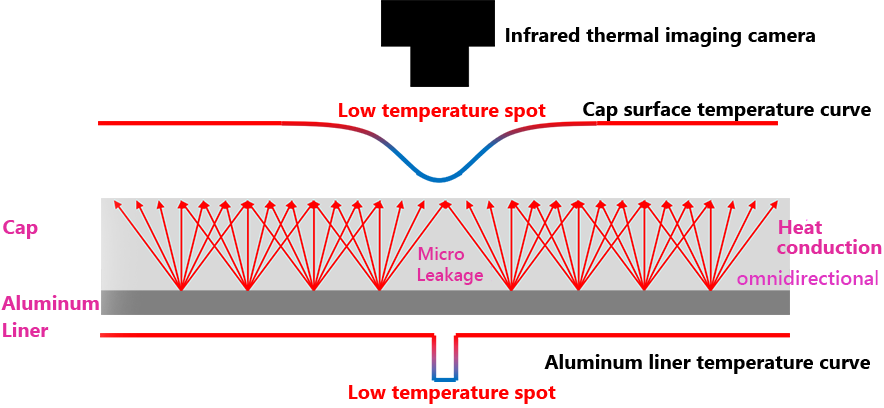
After the aluminum foil is heated by electromagnetic, it melts the seal film to adhere on the bottle neck, meanwhile it conducts the heat to the cap. The thermal imaging camera captures the heat distribution profile on the cap.
This heat distribution profile reflects the tightness between the sealing liner and the bottle neck. When there is any defect in sealing, the heat distribution on the cap will show abnormal signs.
| Cause of defects | Defect Types | Heat Distribution |
| Problems of aluminum foil | Missing, Damaged, Reversely placed | Incomplete heat distribution |
| Problems of cap screwer | Loose cap, Tilted cap | Incomplete heat conduction, low temperature |
| Problems of sealing machine | Fake sealing, Over-heated | Temperature is either too low or too high |

After capturing the thermal images, the equipment will check the sealing tightness of each bottle and detect the defected ones.
03 Technical Specs & Features
1. Main technical specs
Maximum test speed: 300 bottles/min.
Supported cap diameter: 20~200mm
Supported bottle size and shape: unrestricted
Supported cap color: unrestricted
Automatic defect remover included: YES
2. Equipment Features
- This system can be installed conveniently to various bottle filling & cap sealing production lines.
- NG alarm by sound/light, and inform the waste remover unit to pick up the defect product.
- Assess defect types and category display.
- Automatic storage and filing of inspection data and graphics for traceability.
- Report output, data analysis, effective management of production lines.
Note: This system is not suitable for inspecing aluminum foil seal quality of flip top cap, double-layer cap, metal-coated cap and glass bottle, due to the inspection mechanism itself.

04 Technical Advantages
1. Custom designed Infrared camera
This infrared camera, designed by Rosetta ourself, has the following advantages:
(1) Higher resolution (400*300 pixels) than similar equipment, ensures higher inspection accuracy.
(2) Support shooting in product continuous motion (maximum 0.3m/s), without any shooting drag, no blocking device needed.

2. Leading algorithm for inspection
From the human eye sight, the heat map profiles don't show any obvious corresponding relationship to the seal defects. Some well sealed bottle caps don't necessarily show a perfect heat distribution map. Some signs of defects hide in minor details. This requires an advanced algorithm.
Rosetta applied latest deep-learning technology, based on mass quantity of on-site samples training, forged one advanced module which can precisely detect any minor differences and ensures high accuracy of overall inspection.

05 Equipment Appearance and Size
There are two structure or forms of this equipment, integrated structure and stand-alone structure.

1. Integrated Structure
The camera unit and control host are enclosed in one whole cabinet. This integrated structure occupys less space and is easy to maintain.
Equipment Dimensions :
Length:750mm;
Width:500mm
Height:1500mm(foot cup height adjustable 150mm)
Production line height range: 690~840mm
2. Stand-alone Structure
To suit customer's production line space arrangement, a flexible stand-alone structure is available, camera unit is separated from the control cabinet.
06 Installation Location
Equipment installation location: after the aluminum foil sealing machine
One typical example is as shown below. The entire production line consists of bottle filling - Cap placing - Cap screwing - Aluminum foil sealing - Sealing Quality Inspection - Bottle Labelling.
This equipment is placed after the aluminum foil sealing machine, at a suitable distance where the electromagnetic heat conduction is already transformed to the cap, enable for thermal imaging of the cap. The best location is calculated in consideration of cap thickness, line speed, etc.

07 Videos of some on-site application
1.Pharmacy bottle aluminum foil sealing quality inspection
In the below video, there are quite some defective products were detected, either aluminum missing or leakage. These sealing defects are caused by customer's capping and sealing machines which are many years old.
2.Tomato sauce bottle aluminum foil sealing quality inspection
In the below video, we can see a smooth inspection process, each bottle is inspected and shown on the screen.
08 On-site Application

09 Defect Types & Samples
Common aluminum foil cap seal defect types: aluminum foil missing, aluminum edge warping, loose seal, aluminum burnt, reversely placed, bad seal, loose cap, tilted cap, etc.
These defects could be caused by aluminum spacers, cap screwing device, or electromagnetic sealing device.

10 Application Industries
Widely used in the bottle cap aluminum foil sealing of pharmacy, health care, food, winery, chemicals, tea, lubricants, and other industries where aluminum foil heat seal is used.

11 Micro leakage, a problem that can not be ignored
Micro leakage happens in many industries and it is concerned by most clients.
Why micro leakage happens ?
It happens mostly due to the low temperature and incomplete sealing at particular spot caused by loose cap. A loose cap is normally caused by improper function of cap placing or scrwing device. A loose cap will result in insufficient contact betwwen the aluminum liner and the bottle neck.
12 Heat Conduction Model of Micro Leakage
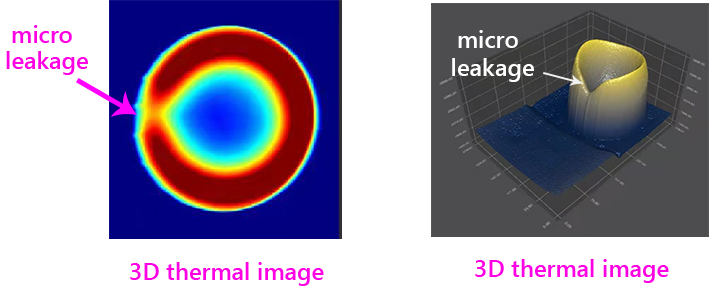
13 Real Inspection Case of Micro Leakage
Dialysate Bottle Cap Aluminum Sealing Inspection

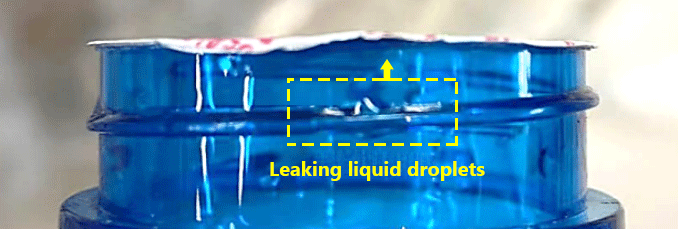
(1). R310 system shows NG and alarm lights up, the defect bottle is automatically rejected.
(2). After human mannual re-check, a micro leakage is found, one droplet per every 5 seconds.